Model NO.: EN-BW-1300
Production Scope: Product Line
Thickness of Steel Sheet: 0.5-1.75mm
Length of Formed Sheet: >=290mm
Height of Corrugation: 50-400mm
Corrugation Pitch: >=40mm
Corrugation Pitch Accuracy: ±0.25mm
Corrugation Inner Gap: 6mm
Max Pressure: 25MPa
Max Flux: 200L/Min
Coil Width: Max 1300mm
Hydraulic Pressure: 16MPa
Trademark: EN-SOURCE
Transport Package: Steel Wire.
Specification: 300-1300mm
Origin: China, Zhejiang
HS Code: 84552210

I General Layout for Transformer Corrugation Fin Production Line (fin forming, fin seam & edges welding, reinforcing rod welding, spot welding, vertical bending and tank assembling)Â Â Â
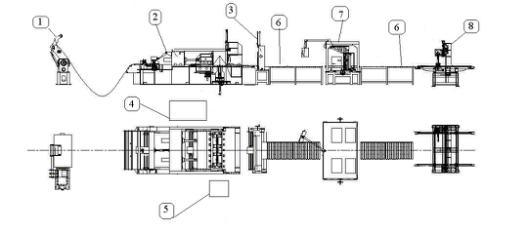
Build up of Transformer Corrugated Fin Production Line as the Drawings Shown
1. Transformer Corrugated Fin Forming Unit
1 Hydraulic Automatic Decoiler Machine       Â
2 Automatic Transformer Corrugated Fin Forming Machine
3 Â Hydraulic Plate Shearing and Hemming Machine
4 Â Hydraulic System
5 Â Electrical Control System
2. Transformer Corrugated Fin Seam Welding Unit
6 Roller Conveyor
7 Corrugated Fin Automatic Welding Machine
3. Transformer Corrugated Fin Spot Welding Unit
8 Spot Welding Machine for Fin Embossment
4. Transformer Corrugated Fin Vertical Bending Unit
9 Hydraulic Vertical Bending Machine
5. Corrugated Tank Assembly Unit
10 Tank Assembly Manipulator for Corrugated Tanks
General Introduction of Transformer Corrugation Fin Production Line
The corrugated fin production line is special equipment for manufacturing sealed and maintenance-free transformer oil tanks.
Main producing process: decoil the material, form plate corrugation, shear and hem corrugated plate, convey and weld corrugation ends edges, weld reinforcing rod, weld fin embossment, bend the finished corrugated fin, assembly corrugated steel tank.
Main Technical Parameters of Transformer Corrugated Fin Production Line
 1. Width of corrugation: 300~1300mm
2. Thickness of steel sheet: 0.5-1.75mm
3. Length of formed sheet: >=290mm
4. Height of corrugation: 50-400mm
5. Corrugation pitch: >=40mm
6. Corrugation pitch accuracy: ±0.25mm                   Â
7. Corrugation inner gap: 6mm
8. Max. Pressure: 25MPa
9. Max. Flux: 200L/min
IIÂ Equipment Description
 1. Description of Necessary Machine Unit        Â
(1) Hydraulic Automatic Decoiler Machine
1.1 Introduction
The base frame of the decoiler is made of welded steel, with an expandable mandrel mounted on roller bearings. The mandrel's expansion and retraction are hydraulically controlled.
When the steel sheet is automatically fed, a hydraulic motor on the mandrel assists in decoiling and partially rewinding the coil. A photoelectric device with two switches detects the sheet between the decoiler and the corrugation former to control the feeding process.
1.2 Parameters of Our Hydraulic Automatic Decoiler Machine
1) Hydraulic pressure: 16MPa
2) Coil inner diameter: Min 470mm, Max 520mm
3) Max. External diameter of steel coil: 1200mm
4) Coil width: Max. 1300mm
5) Coil weight: Max. 10 tons (with inclined support structure)
(2) Transformer Corrugated Fin Forming Machine
2.1 Introduction
The corrugation former includes a steel-welded base, 2-roll feeder, movable forming mold, and fixed forming pressboard. It is used to automatically form steel corrugations.
The corrugation former uses extrusion theory for steel sheet processing and is controlled by a high-accuracy servo system. Hydraulic oil is supplied by a hydraulic station.
The control system of the former is independent from that of the welding unit.
There are two quenched pressing bars on both movable and fixed forming pressboards, which press the two ends of the corrugation. Their position is adjustable based on the width of the steel sheet.
Reinforcement slots (embossments) can be formed upon customer request.
2.2 Parameters of Our Transformer Corrugated Fin Forming Machine
1) Plate width: 300mm-1300mm (customizable)
2) Corrugation height: 50mm-400mm
3) Corrugation pitch: >=40mm
4) Plate thickness: 0.5mm-1.75mm
5) Forming speed: 3-4 fins/min
6) Power: 28KW
7) Number of pumps: 2 (two separate plunger pumps)
8) Control system: electrical, hydraulic, and control board
(3) Hydraulic Plate Shearing and Hemming Machine   Â
3.1 Performance Features of Hydraulic Plate Shearing and Hemming Machine
This device is used to shear and hem corrugated steel fins. With this hemming edge, you can more easily create "corrugated fin tanks" and tightly weld different pieces of corrugated fins into a transformer tank.
It consists of a lower shearing blade and a movable upper shearing blade mounted on pillar guides. The blades are made from tool steel, capable of over 100,000 cuts after sharpening with minimal burr.
Shearing and hemming of the corrugated steel sheet can be done manually or automatically via a feeding mechanism. The process is hydraulically driven.
3.2 Parameters of Our Hydraulic Plate Shearing and Hemming Machine      Â
1) Shearing width: 300mm-1300mm
2) Corrugation height: <=400mm
3) Shearing thickness: <=2.0mm
4) Shearing time: 3-5 seconds/time
5) Hemming function is optional, hemming height: 20mm (can be selected from 18mm to 25mm but must be fixed)
(4) Hydraulic System
The hydraulic system consists of an oil tank, pump, motor, and regulating valves. The main hydraulic elements are provided by Rexroth, Germany.
4.1 Parameters of Our Hydraulic Station
1) Max. Pressure: 25MPa
2) Max. Flux: 200L/min
3) Pump motor power: 28KW
4.2 Pictures of Our Hydraulic StationÂ


(5) Electrical Control System
5.1 The electrical control system comprises a main control cabinet, operation console, local operation panel, and connection wires. All relays, switches, transformers, and PLCs are housed in the main control cabinet.
MITSUBISHI controllers are used to manage the production line. The sheet feeder and welding torch movement are controlled by MITSUBISHI AC Servo drive systems. SCHNEIDER monitors have been introduced as man-machine interfaces. The control console is equipped with a SCHNEIDER color touch screen, buttons, and indicator lights.
Parameters such as fin width, height, and pitch can be adjusted through the SCHNEIDER color touch screen monitor. After inputting related parameters, automatic cyclic operation is initiated. Local control panels in various parts of the production line allow for manual operation.
5.2 Pictures of Our Control System (Control Station, Control Panel)
(6) Roller Conveyor
6.1 Features of Roller Conveyor
The transport rollers convey the sheared and hemmed corrugated sheets to the welding device.
The roller conveyor is equipped with ball bearings for flexible conveyance without motorization.
6.2 Pictures of Roller Conveyor
(7) Corrugated Fin Automatic Welding Machine
7.1 Introduction of Our Corrugated Fin Automatic Welding Machine
The welding device is used to weld the corrugation ends and reinforcing rods using MAG welding mode, with a round rod bar diameter of 6mm~8mm.
It consists of a corrugated steel sheet conveying mechanism, welding torch elevation mechanism, amplitude modulation mechanism, and one machine hand.
1) Corrugated steel sheet conveying mechanism: It transports the corrugated steel sheet to the correct welding position according to the welding program.
2) Welding clamps and welding torch elevation mechanism: Each pair of welding clamps is driven by an air cylinder via a link drive mechanism to hold and release the workpiece. The welding torches are mounted on a slide driven by a servo motor along a rolling guide via a ball screw shaft.
3) Amplitude modulation mechanism: Two sets of welding clamps and welding torch moving mechanisms mounted on slides are arranged on both sides of the line. The distance between the two slides is adjustable along the rolling guide using a centering lead screw.
4) Machine hand: In case of missing seam welding, the machine hand pushes the corrugated fin to the welding position, and it is driven by an air cylinder.
Auto welders: Two sets of Panasonic Welders are installed in the line.
7.2 Specifications of the welder are as follows:
1) Welding speed: Vs=0.5~1 m/min
2) Welding wire feeding speed: Vd=3.4~6 m/min
3) Electric arc voltage: 15-16V
4) Welding current: 50-60A
5) Diameter of welding wire: 0.8 mm
6) Shield gas: 85% Ar+15% CO2
7) Consumption of shield gas: 15 L/min
8) Tip length of welding wire: 7~10 mm
(8) Spot Welding Machine for Fin Embossment
8.1 General Introduction of Our Spot Welding Machine (i.e., Fin embossments spot welding machine)
This spot welding machine is used to increase the strength of reinforcement slots (embossments).
8.2 Main Units of Corrugated Fin Spot Welding Machine:
1) Conveyor
2) Centering system
3) Clamps & generators
4) Cooling system
5) Control console with computer
8.3 Parameters of Corrugated Fin Spot Welding Machine
1) With 2 spot guns.
2) Total rated power: 50KVA x 2
3) Cooling system
4) HMI control system
5) Suitable fin width: 600mm-1600mm
6) Suitable fin height: >=120mm
7) Air Source: Self-provided.
8) Air pressure: 0.6Mpa (minimum)
8.4 Pictures of Corrugated Fin Spot Welding Machine
Running Machine                               Finished Products
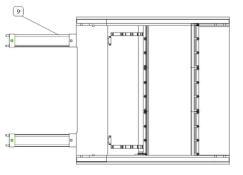
(9) Hydraulic Vertical Bending Machine
9.1 This hydraulic vertical bending machine allows forming the 4 panels that make up the complete transformer tank. Using this system, it eliminates 3 weldings, saves time in assembling and welding the tank, and reduces the risk of leakage.
9.2 Main Units of Hydraulic Vertical Bending Machine:
1) Bending system
2) Safety system for the operator
3) Hydraulic unit
4) Control panel
9.3 Main Parameters of Hydraulic Vertical Bending Machine:
1) Sheet thickness (Max.): 1.75mm
2) Panel width (Max.): 1300mm
3) Panel fin height: 50-400mm
4) Distance between panels (Min.): 60mm
5) Power: 5.5Kw
6) Hydraulic pressure: 10MPa
9.4 Pictures of Hydraulic Vertical Bending Machine:
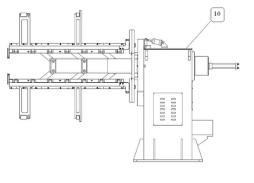
(10) Tank Assembly Manipulator for Corrugated Tanks
10.1 Main Features of Tank Assembly Manipulator for Corrugated Tanks
Tank assembly manipulator is designed for fast and easy assembly of the top frame, tank bottom, and four corrugated panels to make a complete tank.
10.2 Main Units of Tank Assembly Manipulator for Corrugated Tanks:
1) The base frame
2) The hydraulic expanding head
3) A small hydraulic power pack
4) 4 sets clamp arms
10.3 Specific Technical Data
1) Basic parameters of equipment:
Rated power: 4KW
Rated voltage: 380V
Rated pressure: 0.8MPa
Rated oil pressure: 3MPa
2) Tank inside dimensions:
Min (W) 285mm to 900 mm
Max (L) 600mm to 1500mm
10.4 Pictures of Tank Assembly Manipulator for Corrugated Tanks:
2. Technical Parameters of this Transformer Corrugated Fin
Â
| No. | Parameters | 800mm | 1300mm | 1600mm |
| 1 | Plate Width (W) | 300~800 mm | 300~1300 mm | 300~1600 mm |
| 2 | Plate Thickness (T) | 0.5~1.75mm | ||
| 3 | Corrugation Height (H) | 50~300mm | 50~400mm | |
| 4 | Corrugation Pitch (P) | >=45mm or >=40mm | ||
| 5 | Pitch Tolerance | ± 0.25mm | ||
| 6 | Hemming Height (R) | 20mm | ||
| 7 | Fin Gap (G) | 6mm | ||
Possible problems in the operation of Mazda Engine Piston rings:
1. Wear and Tear: Over time, the Mazda engine piston rings can experience wear and tear due to constant friction and heat. This can lead to reduced engine performance and increased oil consumption.
2. Carbon Buildup: Carbon buildup can occur on the piston rings, causing them to stick and not function properly. This can lead to engine misfires, reduced power, and increased fuel consumption.
3. Improper Installation: If the Mazda engine piston rings are not installed correctly, they can become damaged or fail prematurely. This can lead to engine failure and costly repairs.
4. Overheating: If the engine overheats, it can cause the Mazda engine piston rings to warp or become damaged. This can lead to reduced engine performance and increased oil consumption.
5. Contamination: If the Engine Oil or fuel becomes contaminated, it can damage the Mazda engine piston rings and cause them to fail. This can lead to engine failure and costly repairs.
mazda piston rings,mazda 6 piston rings Kit,car piston ring price,MAZDA Engine parts
1D auto parts , https://www.1dauto.com